Undercutting tool
I needed an undercutting tool for the part in the last post, so I made one from an old HSS end mill.
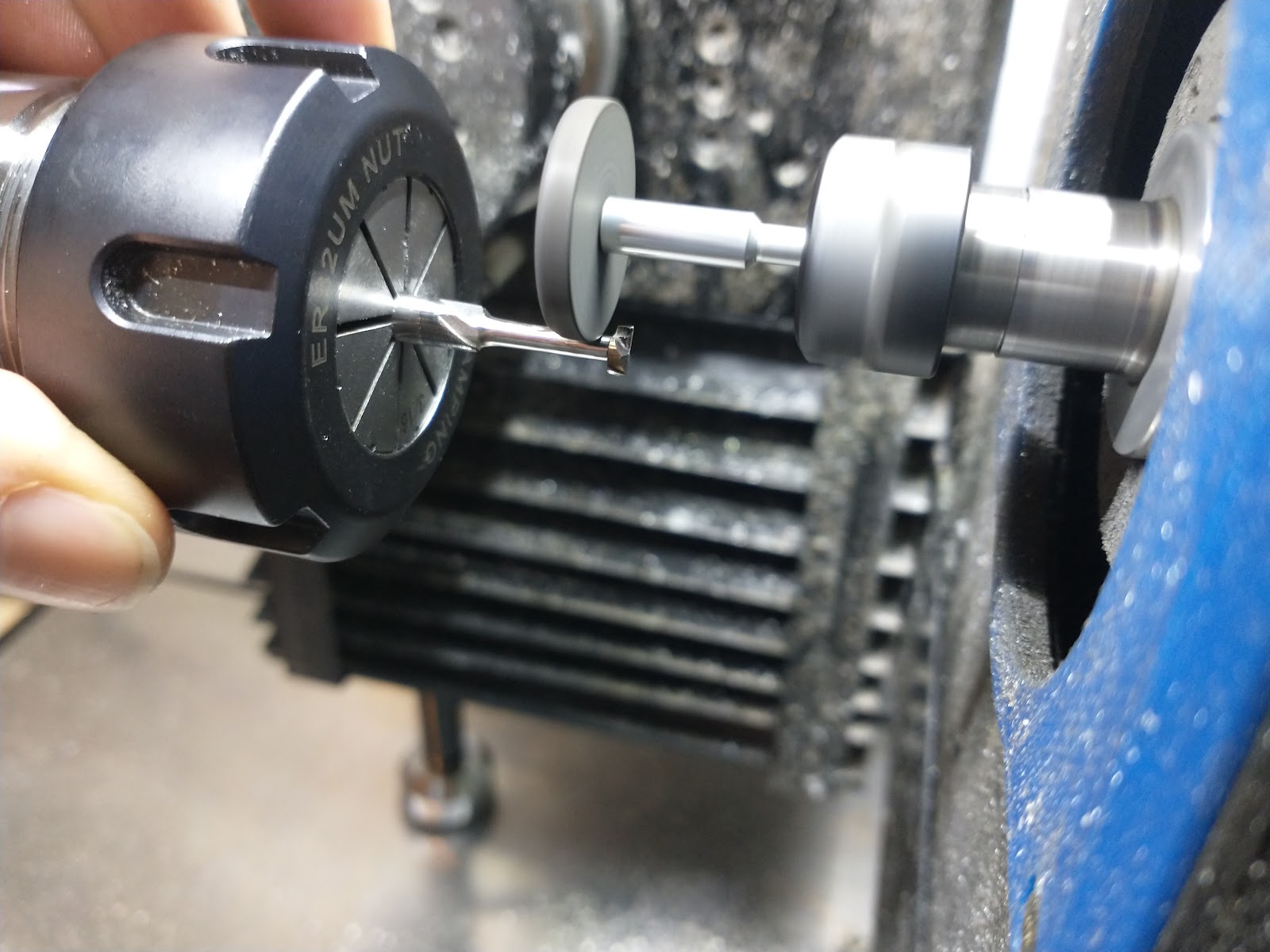
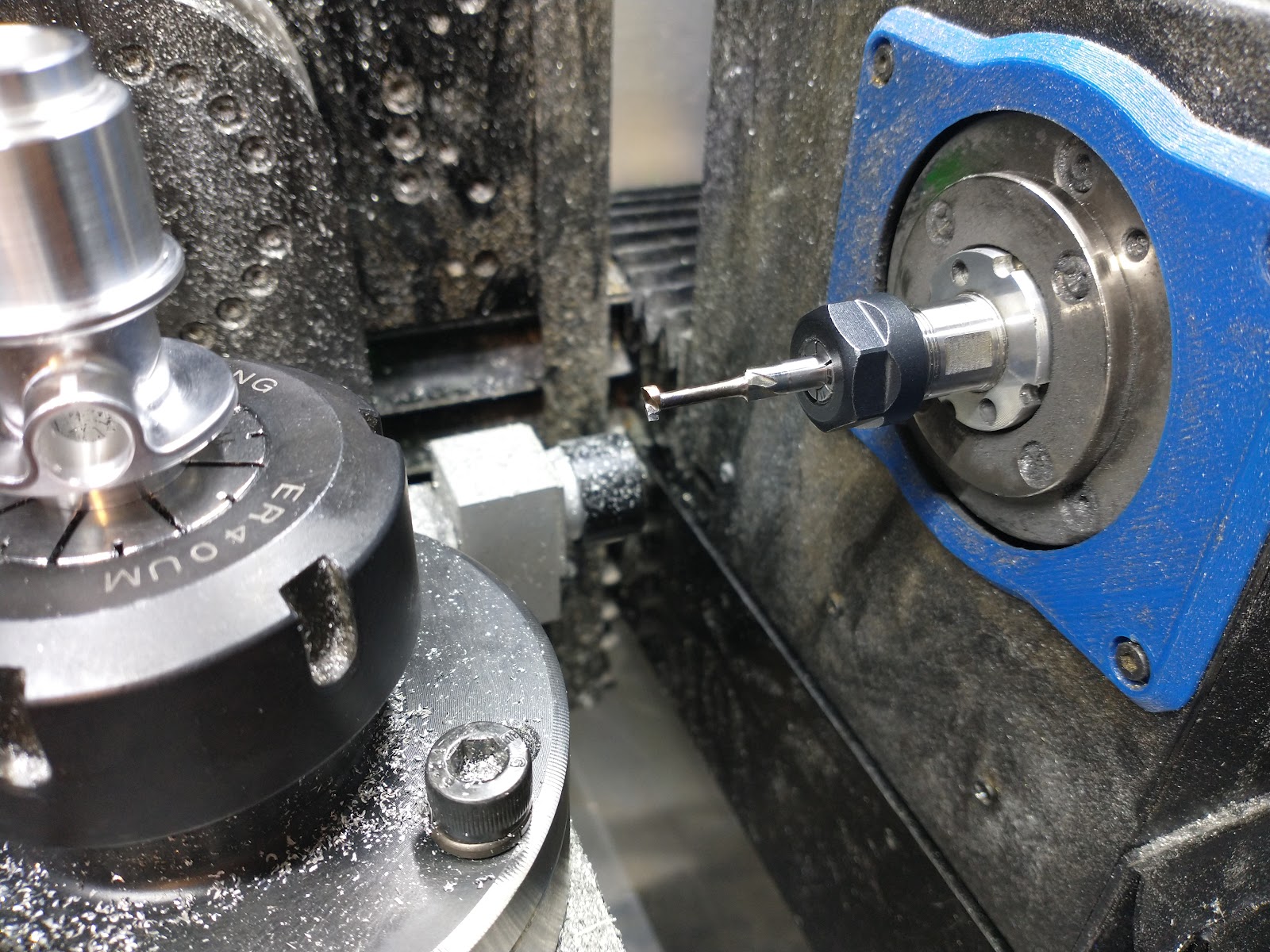
ER32 chuck loosely held in an ER40 collet, serving as a manual rotary/linear axis. Grinding wheel in the mill spindle:
One of the features it cut:

Comments